
- GE Additive had been testing technology at major OEMs for several years
- However, large components weighing tens of kilos can be 3D printed
- Scalability Series 3 is an important starting point from the start
GE Additive will begin shipping the binder jetting metal printer later this year. At that time, three major providers will be active with this 3D metal printing technology. This does not mean three times the same. GE Additive is emphatically looking for a different path than hitherto in the market for binder jetting systems.
Binder Jet Line Series 3. This is how GE Additive has named the new binder jetting metal printer. This suggests that a 1 and 2 preceded it. Only, they never made it to the stock exchange in Europe. That’s right, says Brian Birkmeyer, Product Line Leader Binder Jet at the US company. In 2017, when GE entered the AM industry with the acquisition of Arcam and Concept Laser, a team in Cincinnati, USA, was already working on the first version of a binder jet metal printer. This resulted in a beta model, the H2. It has been tested at a number of customers, including engine builder Cummins.
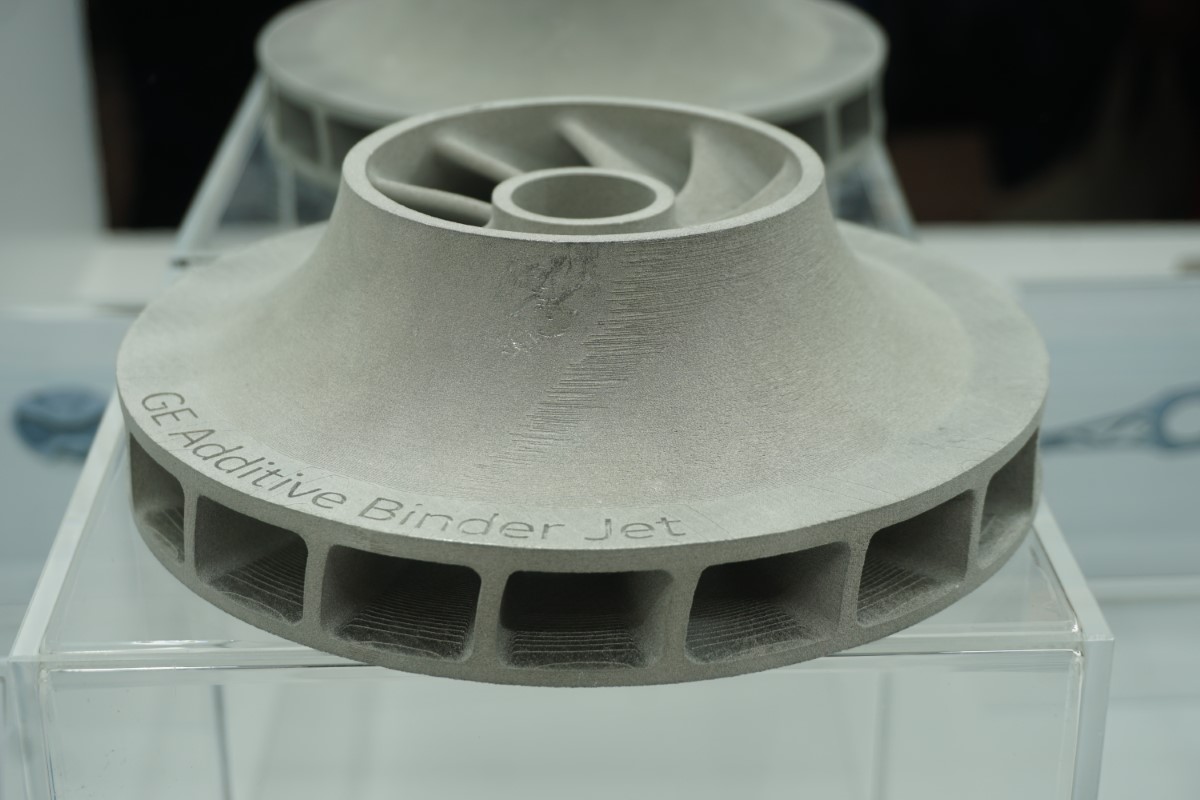
On the Series 3, parts of 25 kilograms are also printed in stainless steel with binder jetting
Conscious strategy not to launch too early
And now there is Series 3, the production version that GE Additive will ship from the second half of 2023. “Bringing solutions to market too quickly is not a good strategy and is often the reason machines continue to collect dust in R&D laboratories. During the development phase of the Series 3 and the Binder Jet Line, we sought out customers who might give us honest, realistic insights from their high-volume production environments. We have used their insights to complement our practical knowledge and experience of scaling up additive manufacturing,” says Brian Birkmeyer.
Print heavy parts
GE Additive takes a different approach to binder jetting than most of its competitors. Typical of the technology so far is that most providers focus on small components. They are close to MIM technology. GE Additive, on the other hand, also prints parts of 25 kilograms in stainless steel on the Series 3. The solution that GE Additive uses for this is a self-developed binder. “We developed our own chemistry for this, even before we launched additive as a business unit. The binder ensures good strength of the green product. And that translates into a strong brown piece of work.” In other words: with the binder GE Additive circumvents the vulnerability of many binder jet printed components as long as they have not yet been sintered. Because the green part is much stronger, fine details are not damaged when depowdered. As a result, heavier and larger parts can also be printed. So far no limits have been encountered in terms of wall thickness. GE Additive also succeeds in burning out the binding agent well in the heavier parts with internal cooling channels.

(Advertisement)
Cleaner combustion due to a different type of binder
In addition, Birkmeyer explains, this results in a cleaner combustion of the binder, which means that less carbon monoxide remains in the workpiece. And if the green part is too weak, it also results in more porosity following sintering, which the Series 3 does not suffer from. GE Additive says it can print layers thinner than 100 µm with the binder jet system. One of the beta customers prints layers of 50 µm. “So we can print features with a fine resolution.” The machine may even go up to a resolution of 20 µm in the future. The maximum layer thickness is 200 µm. And as a final point on this, Birkmeyer mentions that the binder chemistry has a positive effect on depowdering following the printing process.
Scalability first
Another point where GE Additive wants to distinguish itself is the scalability of the Series 3 system. That has been the starting point from the start. “When you talk regarding efficiency, the hardware has to be scalable,” says Brian Birkmeyer. GE Additive has worked with the printer to develop a system for adding powder and liquid binder, MHS Liquid and MHS Powder. These can support multiple 3D printers, which benefits scalability. The printers themselves are equipped with print heads with a self-cleaning system. Brian Birkmeyer: “After each layer, the heads are cleaned to prevent lumps from forming.” This fully self-operating system should ensure long-term usability of the 3D printer. The handling between the different steps in the process can be immediately automated if necessary. But GE Additive leaves the transportation of the BuildBox to the customer. That depends on the situation. “If the customer wants a conveyor system, that is possible; an AGV is also possible. There are many partners who offer solutions for this.
When you talk regarding efficiency, the hardware has to be scalable
So instead of forcing a particular solution, we make sure our machines are ready for automation and leave it up to the customer which solution he chooses.” Brian Birkmeyer estimates that one operator can run a line of 12 3D printers. Every 14 to 18 hours, a build job will be released from one of the printers. “We optimized the process so far by requiring minimal interaction from the user.” Because GE Additive requires an extra process step for a full thermal reaction of the binder, the total lead time from 3D printing to sintered part is 4 days. “We are still working on the binder to remove the extra curing step from the process.” Birkmeyer also thinks that winning a day is not the most important thing. It doesn’t matter for the takt time. After all, you can print the next buid job the next day.
The customer using the technology is interested in the final cost per part

Large series
The fact that scalability has been so important in the development of the Series 3 binder jet system has everything to do with the market GE Additive focuses on: the automotive industry including the suppliers. “We really focus on volume applications, especially castings.” The quality of the printed parts is comparable or better than that of castings. Birkmeyer is convinced that if the technology is widely accepted by automotive customers, it will also be adopted by other sectors, such as the aircraft industry where the numbers are much lower. Process stability is a requirement for this. GE Additive uses its own Amp software for this, among other things, with which any deformations during sintering are simulated in advance so that this is compensated for during printing. With the validation of the Series 3, which the manufacturer is currently working on, the engineers will further fine-tune the process to ensure that you can print hundreds of components in one build job with identical properties.
Cost per part
One of the main drivers is still the cost per cubic centimeter of material in the part being printed. “Ultimately, the customer using the technology is interested in the final cost per part,” says Brian Birkmeyer. And GE Additve includes all costs, including the overhead and the equipment of the AM plant, including the sintering furnace. GE Additive does not offer it as part of the Series 3 system. “Everyone has their own preference. And if you are already in the sintering business, then you already have a supplier. So instead of forcing customers towards a certain sintering furnace, we offer the sintering recipe so that you get the right properties.”




Compete on price
With the current binder jetting technology, GE Additive is able to compete on cost with casting for certain applications. Not yet for parts that require millions of units per year. “If it’s a simple part, we’ll probably never go below that,” said Birkmeyer. It will be different if the casting part is more complex. Or if you want features that are difficult or impossible to cast. Or if there are problems in the supply chain. “With our beta system, we are already competitive in terms of cost price for certain castings. Now that we are moving to our production system, we can take the next step in terms of cost per part. So the short answer is: yes, we are competitive in terms of price.” This is especially true when it comes to smaller components. Then the productivity of the system is extremely high. Moreover: if you print larger components, you can fill the space around them with smaller parts. The binder jetting technology has no negative influence on this. Brian Birkmeyer: “The binder is regarding 1% of the total volume. So we don’t throw a lot of binder on the powder so we don’t create a moisture problem that can affect other components.”